![]()


閉じる
事業内容

生産体制
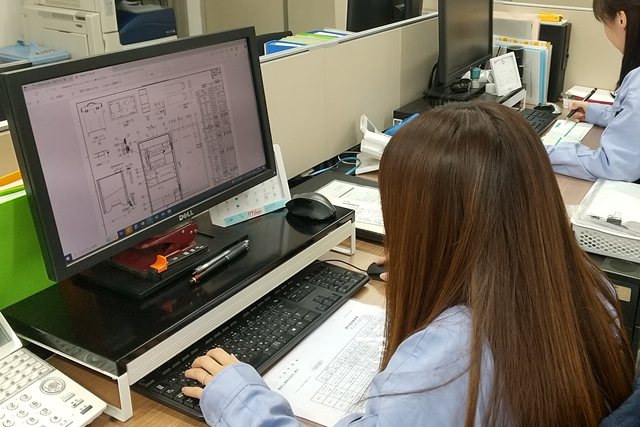
C・Vグループ(設計)
お客様からの図面を基に2次元CADCAMシステムを持つAP100を使用してプログラムデータの作成を行います。また3次元CADシステム(Sheet Works)を活用し, さらに精度の高いプログラムデータの作成を行っています。

3次元ソリッド鈑金CAD(sheet Works for Unfold)

↓
C・Vグループ(せん断・曲げ)
NCターレットパンチプレス、ハイブリッドベンダー、レーザー加工機等の最新設備を使用し、設計で作成したデータを基に溶接組立工程前の各パーツを製作します。

NCターレットパンチプレス
(EMZ 3610NT)

レーザー加工機
(FO3015NT)

ハイブリッドドライブベンダー
(HDS 2204NT)
↓
製造部(溶接・組立)
製造部門では、前工程で製作した各パーツを溶接加工で完成させていきます。使用材料においては鉄、ステンレス、銅、アルミ等の様々な材料があり、それぞれで加工の仕方が変わります。製品には高い精度が求められますので技術が必要な部門になります。


第一工場

第二工場
↓
塗装部
塗装部門では前処理工程と塗装工程の2つに分かれます。前処理工程は塗膜が均一に付着するように下地を整える作業を行っています。塗装工程は溶剤塗装または粉体塗装で色付けします。その後、熱風焼付を行い完成させます。

塗装ブース

乾燥炉

↓
品質管理部
品質管理部門では溶接組立完了後と塗装完了後にお客様からの図面と完成品とを照合し、合否判定を行います。検査完了後、各パーツを組立ててからお客様の所へ出荷します。



設備一覧
| メーカー | 設備名 | 型式 | 能力 | 保有台数 (台) |
|---|---|---|---|---|
| アマダ | レーザー加工機 | FO3015NT | 4kw*1500*3000 | 1 |
| NCターレットパンチプレス | EMZ3610NT | 3.2t*1525*2500 | 1 | |
| 油圧式シャーリング | DCT-3065(リコタン付) | 6m/m*3000 | 1 | |
| M-1232 | 3.2m/m*1200 | 1 | ||
| プレスブレーキ | HDS2204 | 220t*4000 | 1 | |
| FBDⅢ | 125t*3000 | 1 | ||
| RG-35(NC位置決め付) | 35t*1200 | 1 | ||
| HD1303NT | 130t*3000 | 1 | ||
| ファイバーレーザーハンディ溶接機 | FLW600MT | 1 | ||
| セットプレス | SP-30 | 30t | 1 | |
| コーナーシャー | CSW-220 | 3.2m/m | 1 | |
| アイアンワーカー | IW-30(NC位置決め付) | 30t | 1 | |
| IW-45(NC位置決め付) | 45t | 2 | ||
| TOGⅢ 金型研磨機 | 1 | |||
| 自動タップマシン | GTS-900 | 1219*2438 | 1 | |
| NC位置決め定寸装置 | アマダン-25 | L3000 | 2 | |
| スポット溶接機 | TSⅡ210KVA(INVテーブルタイプ) | 1000*2000 | 1 | |
| ダレックス | スポット溶接機 | RT-33TD | 35KVA | 2 |
| ファブエース | バリ取り器 | 1 | ||
| 大同 | スタッド溶接機 | CD3101 | MA*M12 | 1 |
| Panasonic | M-2~M-10 | 1 | ||
| プラズマ溶断機 | P-35 | 35A | 2 | |
| TIG(アルゴン)溶接機 | 200A~300A | 11 | ||
| 半自動、溶接機各種 | 200A~350A | 11 | ||
| ダイヘン | アーク溶接機 | 200A~300A | 3 | |
| 日立 | タッピングマシン | MAX20M | 3 | |
| 日本ホイスト | ホイストクレーン | 2.8T | 5 | |
| トヨタ | フォークリフト | 3.0t | 1 | |
| 日産 | 2.5t | 2 | ||
| 日本パーカライジング | 乾燥炉(BOX型) | 2900W*2950H*3500D | 1 | |
| 3250W*3050H*3000D | 1 | |||
| 4000W*4000H*5000D | 1 | |||
| 塗装ブース | 4 |